Wat is kunststof spuitgieten?
Kunststof spuitgieten is een productieprocess voor het repititief produceren van kunststofonderdelen. Spuitgieten van kunststof is vooral bedoeld voor massaproductie van onderdelen. Daarbij is elk onderdeel identiek qua afmetingen, kleur en afwerking. Als je bedenkt dat een molding cyclus van ongeveer 10 seconden tot enkele minuten duurt kan je gemakkelijk uitrekenen hoeveel onderdelen er via spuitgieten geproduceerd worden. Meestal brengt met zelfs meerdere caviteiten met hetzelfde onderdeel of verschillende onderdelen in één matrijs onder. Dat maakt de spuitgietmatrijs wel duurder, maar tevens kan men meer onderdelen produceren binnen een bepaalde tijd en wordt de productiekost lager.
De 4 stappen tijdens het spuitgieten.
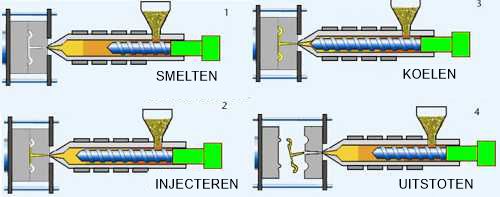
In het kort kunnen we 4 stappen beschrijven in het spuitgietprocess vanaf het ogenblik dat de matrijs gesloten is:
- Smelten: Eerst wordt kunststof granulaat gesmolten in de injector met spindel. Dit gebeurt via weerstanden die ingesteld worden op de juiste smelt temperatuur van een specifieke kunststof.
- Injecteren of aanspuiten: Onder hoge druk spuit men de gesmolten kunststof in de matrijs. Dat gebeurt via één kleine opening. In de matrijs zelf wordt de kunststof verdeeld via aanspuitkanalen tot aan de caviteit. Daar de kunststof bijna dik vloeibaar is vult deze de volledige caviteit of meerdere caviteiten van de matrijs. Dat gebeurt in enkele milliseconden.
- Afkoelen: Na het vullen van de caviteit koelt men de matrijs gedurende een bepaalde tijd. Gedurende die tijd stolt de kunststof terug. De tijdsduur van het uitharden is hoofdzakelijk afhankelijk van het volume aan kunststof in de caviteiten en meer specifiek speeltde wanddikte een grote rol. Onderdelen met een zone met een groot volume aan kunststof zullen langer in de matrijs moeten bijven. Op die manier wordt het onderdeel duurder. Het is dus beter om het onderdeel te ontwerpen met uitholingen.
- Uitstoten: Eénmaal de kunststof gestold is, gaat de matrijs open en wordt jet onderdeel uitgestoten. Dat gebeurt via uitstoters die in principe ronde pinnen zijn. Het aantal en oppervlak van de uitstoters wordt bepaald door het ontwerp van het product.
Er is een spuitgietmachine met matrijs nodig om te spuitgieten.
Bij kunststof spuitgieten maakt men gebruik van een spuitgietmachine. In het kort bestaat een spuitgietmachine uit een trechter waar het materiaal aangevoerd wordt, een spindel waar kunststof granulaat gesmolten wordt. Tevens duwt de spindel de gesmolden kunststof onder hoge druk in de matrijs. Vervolgens heeft de machine een krachtig klemsysteem. Dit klemsysteem dient om de matrijs dicht te houden onder de zware druk die ontstaat tijdens het spuitgieten.
De matrijs zelf is een essentieel onderdeel bij het spuitgieten. Echter maakt die geen deel uit van de machine zelf. De matrijs is het negatief van het te produceren onderdeel. Tevens hoort bij elk te produceren onderdeel één specifieke matrijs. Als klant betaal je dus voor de spuitgietmatrijs voor jouw onderdelen.
Spuitgietmatrijzen.
Om te spuitgieten wordt gebruik gemaakt van stalen spuitgietmatrijzen. Deze matrijzen worden gebruikt in spuitgietmachines tot 520 ton.. Een matrijs is een eenmalige investering, maar laat toe om op een economische manier complexe onderdelen te produceren.
De normale levensduur van een matrijs is 100 000 tot 300 000 shots. Echter is dat afhankelijk van de gebruikte staalsoort. Vaak kunnen meerdere onderdelen in 1 matrijs. Het is een repititieve en redelijk snelle manier om behuizingen en allerhande kunststof producten te vervaardigen.
Productietijd van kunststof spuitgieten.
We produceren matrijzen in ongeveer 35 werkdagen. Daarna doen we een proefspuiting. Als het resultaat van de proefspuiting in order is dan versturen we één of meerdere samples op ter goedkeuring. Eenmaal de samples goedgekeurd zijn kunnen we de series produceren.
Het hele process van inplannen tot productie, maar ook ontbramen en kwaliteitscontrole neemt ongeveer 20 dagen in beslag. Dat geldt voor kleine tot middelgrote reeksen.
Voor reeksen van 500 tot 5000 stuks per jaar zullen we meestal maar 1 caviteit voorzien in de matrijs. Vanaf 5000 per jaar kunnen we naar 2 of 4 caviteiten gaan. Matrijzen met 1 caviteit zijn goedkoper. De productiekost van de kunststof onderdelen zal iets hoger zijn.

Caviteiten in een spuitgietmatrijs.
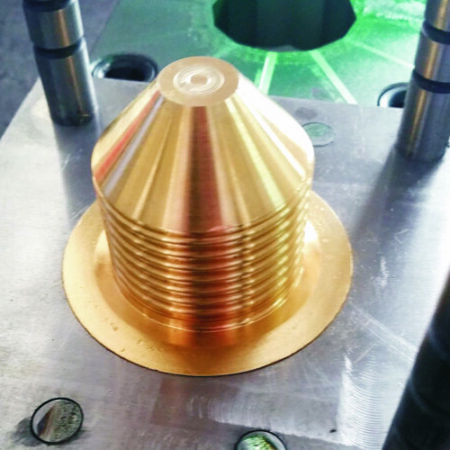
Spuitgieten van kunststof is uitermate rendabel. Vooral als men in heel grote oplages produceert. De matrijs hieronder afgebeeld heeft 12 caviteiten. Met 12 caviteiten produceren we 12 onderdelen per cyclus. Daardoor gaat de productiekost drastisch omlaag voor elk onderdeel. Echter is de matrijs een stuk duurder in aanschaf. Dat wordt helemaal terug verdiend door de grote aantallen die er mee geproduceerd worden.

Spuitgieten.
Spuitgieten van kunststof producten is het industrieel process. Daarbij spuiten we kunststof onder hoge druk in een matrijs of mal. Deze kunststof is in dik vloeibare toestand. Dat is omdat deze opgewarmd is tot de plastische temperatuur. De matrijs blijft gedurende een bepaalde tijd gesloten. Deze tijd is afhankelijk van bepaalde factoren. Een goed ontwerp reduceert de productietijd.
Er zijn dus 3 parameters die ingesteld worden op de spuitgietmachine :
- Druk
- Temperatuur
- Tijd
Elke soort kunststof heeft andere parameters. Daarenboven is ook de krim van elke grondstof anders. De caviteit in de matrijs is steeds groter gemaakt dan het uiteindelijke product. Dat is net omwille van die krim. Eenmaal het kunststof product uit de matrijs komt zal het krimpen. Zo kan een onderdeel gemaakt uit POM tot 20% krimpen.
Onderdelen met een te grote wanddikte kunnen zelfs uren later nog krimpen. Alweer is het belangrijk om een kunststof product correct te ontwerpen.


Welke kunststof om te spuitgieten?
De toepassing van het eindproduct bepaalt mee welke grondstof gebruikt wordt. Uiteraard is er een prijsverschil tussen de diverse soorten kunststof.
Goedkope onderdelen waarbij afwerking niet zo belangrijk is worden vaak uit PP (Polypropyleen) gemaakt, omdat dit is een sterk materiaal is met hoge chemische resistentie. Door de prijs wordt het veelal gebruikt voor tuinmeubelen. Echter is het dan weer onmogelijk om PP te verlijmen.
We gebruiken meestal ABS of een blend van PC en ABS voor behuizingen van elektronica . Dit is omwille van de robuste eigenschappen, temperatuursbestendigheid en afwerking. PC zorgt voor een stijver en slagvaster product.
Sterke en slijtvaste onderdelen worden in PA66 en POM gemaakt.
Wij spuitgieten ook in PA6 en PA66, PS, PE, HDPE, HIPS, LDPE, en meer. En tevens gebruiken we glasvezelversterkte kunststof en UV resistente kunststof.
